
Manufacturing is under pressure from multiple directions simultaneously. Operational costs are rising. Supply chains remain volatile. Skilled labour is harder to retain. Customer expectations around quality, lead times, and flexibility continue to increase.
And yet many manufacturers are still running operations on a combination of ageing systems, disconnected data, and manual reporting that was designed for a different era. Decisions that could be informed by real-time production data are instead based on spreadsheets compiled the day before. Maintenance is reactive because there is no visibility into equipment performance trends. Operational knowledge sits in the heads of experienced engineers rather than accessible systems.
This is the gap that manufacturing digital transformation addresses. Not by replacing what works overnight, but by connecting systems, improving data access, and building the operational visibility that modern manufacturing demands.
What Digital Transformation in Manufacturing Actually Means
It is worth being direct about this, because the term gets used loosely and that creates confusion.
Digital transformation in manufacturing is not simply buying new software. It is not installing IoT sensors across a production line and calling it a smart factory. It is not adding automation to one workflow while everything around it stays the same.
It is about connecting operational systems so that data flows reliably between them. It is about improving access to that data so that the right people can act on it quickly. It is about automating the repetitive, low-value work that consumes engineering and operational resource. And it is about enabling faster, better-informed decisions at every level of the operation.
Successful manufacturing digital transformation combines technology, process improvement, and operational strategy. Organisations that treat it purely as a technology project consistently struggle. Those that treat it as an operational improvement programme, enabled by technology, tend to see the results they are looking for.
The Operational Problems That Make Transformation Necessary
Most manufacturers considering transformation are not doing so because they read about smart factory technology in an industry publication. They are doing so because specific, painful operational problems are costing them time and money.
Unplanned downtime is one of the most common. Equipment fails without warning. Production stops. The knock-on effect runs through scheduling, delivery commitments, and customer relationships. The problem is rarely that maintenance teams are not capable. It is that they do not have visibility into equipment performance trends until something breaks. According to Fluke Corporation's October 2025 global manufacturing survey, more than six in ten manufacturers suffered unplanned downtime in the past year, costing the sector up to $852 million every week. Nearly half of those surveyed reported six to ten downtime incidents weekly, with 45% saying outages last up to twelve hours per incident.
Disconnected production data is another persistent problem. Different systems record different things in different formats, and reconciling those records into a coherent operational picture requires manual effort that delays decision-making and introduces error. Leadership cannot see what is happening across the operation in real time because that picture simply does not exist in a usable form.
Manual reporting, slow decision-making, poor visibility across production, legacy systems that cannot integrate with modern tools: these are not abstract challenges. They are the day-to-day operational reality in a significant number of manufacturing environments, and they have direct business impact in the form of waste, delays, and lost productivity.
How Data and AI Are Transforming Manufacturing Operations
Real-Time Operational Visibility
The foundation of any meaningful manufacturing transformation is connected data. When production systems communicate reliably, operational dashboards become possible. Plant managers can monitor performance across lines in real time, identify bottlenecks before they cascade, and make faster adjustments based on what is actually happening rather than what was reported yesterday.
Modern data platforms and visualisation tools, including Power BI and purpose-built operational analytics systems, make this accessible without requiring every manufacturer to build bespoke infrastructure from scratch. The key is ensuring the underlying data is clean, integrated, and structured in a way that supports real-time interrogation.
Predictive Maintenance
This is one of the clearest and most well-evidenced AI use cases in manufacturing, and one of the most commercially significant.
Rather than waiting for equipment to fail or scheduling maintenance on fixed intervals regardless of actual equipment condition, AI-driven predictive maintenance analyses sensor and performance data to identify patterns that precede failure. McKinsey's February 2025 research on generative AI in maintenance found that gen AI-enabled maintenance systems can cut unscheduled downtime by as much as 90%, reduce maintenance labour costs by a third, and free technicians to spend 40% more capacity on higher-value work. IBM's analysis citing the IDC MarketScape Worldwide AI-Enabled Enterprise Asset Management 2025-26 assessment found that AI-enabled predictive maintenance solutions lead to a 47% reduction in unplanned downtime events, keeping supply chains uninterrupted and production targets on track.
For manufacturers where a single line stoppage has significant downstream consequences, the return on investment here can be substantial. The challenge is that predictive maintenance requires reliable sensor data and the infrastructure to process it, which is why the data foundation question matters so much.
Intelligent Knowledge Access
This use case does not always feature prominently in discussions about industrial digital transformation, but it addresses a pain point that almost every manufacturer recognises.
Engineering teams, maintenance technicians, and production staff spend considerable time searching for information: standard operating procedures, equipment manuals, troubleshooting guidance, compliance documentation. This information exists, but it is typically scattered across shared drives, paper records, outdated systems, and the institutional memory of experienced employees who may not always be available.
AI-powered knowledge systems create a governed, searchable layer across this documentation, allowing teams to find accurate information quickly. The productivity benefits are tangible. So are the consistency gains, particularly during onboarding and in situations where following the correct procedure has safety or quality implications.

Workflow Automation
Manufacturing automation solutions at the workflow level cover a wide range of applications: automated reporting, inventory management workflows, quality check documentation, compliance processes, shift handover records. These are tasks that are necessary but do not require human judgement in the way that engineering decisions do.
Automating them reduces manual workload, decreases error rates, and frees operational staff to focus on the kind of problem-solving that genuinely requires experience and expertise. It also creates a more reliable audit trail for quality and compliance purposes, which matters increasingly in regulated manufacturing environments.
Smarter Decision-Making Through Data
Underlying all of the above is a shift in how operational decisions get made. Modern data platforms give plant managers, operations directors, and leadership teams access to trends, patterns, and forecasts that were previously either unavailable or buried in systems too difficult to interrogate efficiently.
Production optimisation, demand forecasting, supply chain planning, resource allocation: these decisions improve when the data behind them is timely, accurate, and accessible. That is what a well-implemented manufacturing data infrastructure actually delivers.
Why Many Manufacturing Transformation Projects Fail
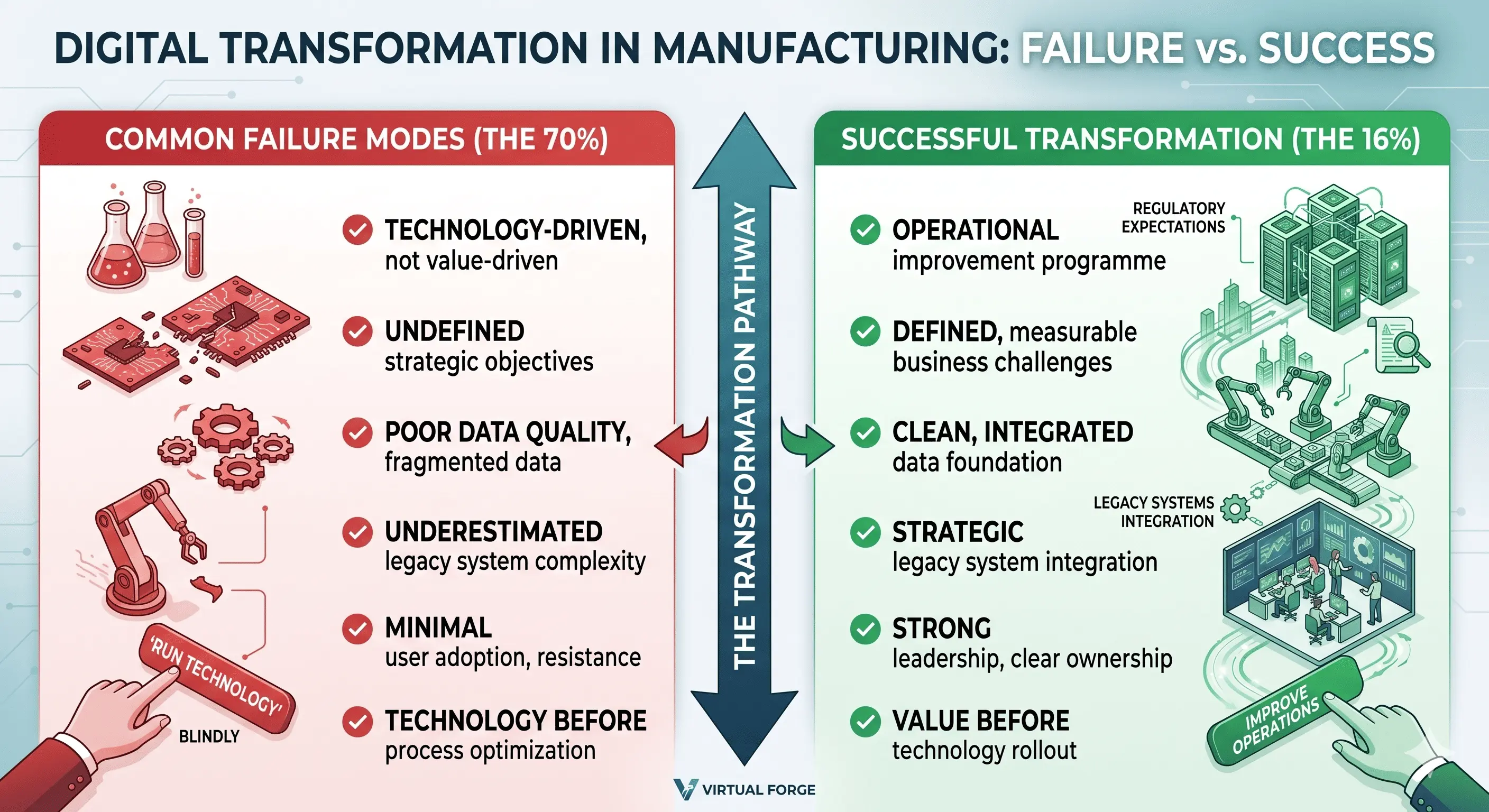
It would be misleading to suggest that digital transformation in manufacturing is straightforward. McKinsey's global research on digital transformations found that 70% of transformation programmes fail to meet their objectives. In a separate McKinsey survey focused specifically on digital transformation, only 16% of respondents said their organisation's efforts had successfully improved performance and equipped them to sustain those gains long-term. Manufacturing has its own specific failure modes on top of those broader patterns.
The most common cause of failure is focusing on technology before strategy. Organisations invest in platforms or automation tools without first defining what operational problems they are solving, what success looks like, or how the new systems will integrate into existing workflows. McKinsey's analysis of Industry 4.0 implementations identifies this directly: technology-driven rather than value-driven rollouts deploy solutions without a clear link to real business challenges, undermining the buy-in needed to make deployment work.
Underestimating legacy system complexity is another significant factor. Older ERPs, disconnected manufacturing execution systems, and custom-built operational software often contain valuable data, but accessing it requires integration work that is more complex than initial scoping suggests.
Lack of clean, integrated data compounds both problems. AI and analytics tools can only produce reliable outputs if the data they ingest is trustworthy. In many manufacturing environments, data quality and accessibility work needs to happen before transformation technology can deliver its intended value.
Legacy Systems: The Barrier Most Manufacturers Know Too Well
Many factories are running operations on infrastructure that was built for a different era. Ageing ERPs that cannot easily connect to modern platforms. MES systems that record valuable production data in formats that are difficult to extract or analyse. Custom-built software that has accumulated over years and is deeply embedded in operational workflows but impossible to extend or integrate.
These systems are not failures. They often work perfectly well for the specific purpose they were designed for. The problem is that they trap data, limit scalability, and act as a ceiling on what transformation can achieve.
The practical response is not to replace everything at once. That approach is expensive, disruptive, and high risk. The more effective path is to build integration layers that make existing system data accessible, modernise components incrementally, and create a scalable data architecture that supports transformation at a pace the organisation can manage.
What Smart Manufacturing Actually Looks Like in Practice
The vision of a fully connected, AI-driven factory floor is often presented in a way that feels remote from the operational realities most manufacturers are navigating. It is worth grounding the picture more concretely.
Smart manufacturing, practically implemented, looks like a production dashboard that gives the plant manager real-time visibility across lines without having to chase updates from supervisors. An alert that tells the maintenance team a motor is showing early signs of bearing wear, three weeks before it would have failed. A technician on the floor finding the correct troubleshooting procedure in thirty seconds rather than twenty minutes. A daily production report that generates itself rather than taking an hour of a shift manager's time.
These are not futuristic outcomes. They are achievable with current technology, in manufacturing environments that many would not describe as particularly advanced. What they require is the right foundation: connected systems, quality data, and a clear view of the operational problems being solved.
How the Right Technology Partner Reduces Transformation Risk
Manufacturing transformation is not a project that benefits from being figured out as you go. The complexity of legacy system integration, the importance of data quality, and the operational continuity requirements of manufacturing environments all argue for working with partners who have done this before.
Experienced technology partners help manufacturers assess which use cases offer the highest value given their current systems and data maturity. They integrate operational data without disrupting production continuity. They build scalable platforms that can support additional use cases as transformation matures. And they implement AI and automation in a way that is practical, governed, and aligned to specific operational outcomes.
At The Virtual Forge, our approach to manufacturing digital transformation starts with operational reality rather than technology ambition. We work with manufacturers to identify where the biggest gains are available, address the data and integration challenges that determine whether transformation delivers lasting value, and build solutions that work in the real operational environment, not just in a proof of concept.
The Manufacturers That Modernise Now Will Have the Advantage
Digital transformation in manufacturing is no longer a strategic option for forward-thinking organisations. It is becoming a prerequisite for operational resilience and competitive positioning.
The manufacturers that invest now in connected systems, quality data infrastructure, and AI-enabled operational visibility will be better placed to reduce downtime, improve efficiency, adapt to market changes, and retain the operational talent that is increasingly drawn to modern working environments.
Those that delay, or approach transformation without the right foundation, will find the gap harder to close as the pace of change accelerates.
Looking to modernise your manufacturing operations with better data, smarter systems, and practical AI? We help manufacturers build scalable digital foundations that improve visibility, efficiency, and operational performance. Not sure where to begin? We can help identify operational bottlenecks, data gaps, and modernisation opportunities across your existing systems and workflows.




.webp)

Get In Touch
Have a project in mind? No need to be shy, drop us a note and tell us how we can help realise your vision.
